


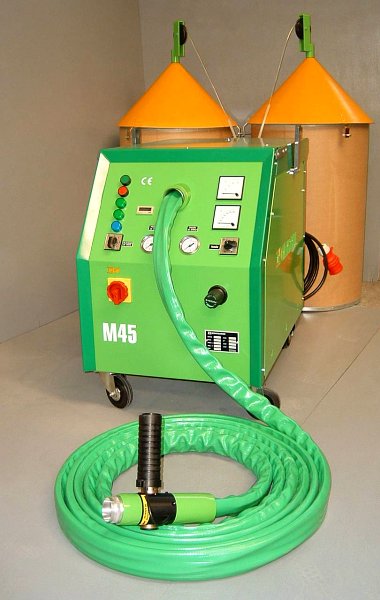
Popis
Aplikace – antikorozní povrchová úprava sloupů hliníkem – venkovní mobilní pracoviště.


Aplikace – automatická linka na antikorozní povrchovou úpravu sloupů hliníkem.


Předúprava povrchu
Povrch upravovaných dílců před žárovým stříkáním zinku (hliníku) prováděný elektroobloukovým stříkacím zařízením musí být zbaven všech mastnot a olejů a musí být otryskán na čistotu povrchu Sa 2,5 až 3 (Sa 3) podle ČSN ISO 8501. Otryskaný povrch by pro kvalitní zakotvení zinkového (hliníkového) povlaku tloušťky cca 100 um měl mít drsnost povrchu Ramin. = 4 um – doporučujeme 10 um (Ramin. = 6 um – doporučujeme 12 um ) a Rmmin.= 25 um – doporučujeme 60 um (Rmmin.= 35 um – doporučujeme 80 um).
Výše uvedené hodnoty drsnosti lze dosáhnout pouze tryskáním ostrohranným abrasivem.
Hmotnost [kg]
| Stříkací pistole (bez elektromotoru) | 0,85 |
|---|---|
| Elektromotor stříkací pistole | 0,95 |
| Pistole kompletní | 1,80 |
| Standardní sada kabelů (délka 9m) | 10 |
| Sada kabelů prodloužená (délka 14m) | 15,50 |
| Celková hmotnost zařízení | 180 |
Elektrometalizační zdroj – rozměry [mm]
| Délka | 1000 |
|---|---|
| Šířka | 560 |
| Výška | 750 |
Technické parametry
| Napájení | 400V/50-60 Hz |
|---|---|
| Elektrický příkon | 11,8 kW |
| Spotřeba el. energie | 4 kW/h |
| Maximální krátkodobé zatížení | 450V |
| Napětí na oblouku | 23-35V |
| Stlačený vzduch (spotřeba, tlak) | 80 m3/h, 6 bar |
| Chlazení elektrometalizačního zdroje | nucené stlačeným vzduchem |
| Čištění stlačeného vzduchu | čistič s automatickým odkalováním |
Dráty pro stříkání
| Počet drátů | 2 |
|---|---|
| Průměr drátů | 2 mm, resp. 2,5mm (na objednávku) |
| Stříkané kovy | Zn, ZnAl, Al, Cu, mosaz |
Výkonové parametry
| Nastavení výkonu na stupnici panelu | 1 | 2 | 3 | 4 | 5 | 6 | 7 | 8 |
|---|---|---|---|---|---|---|---|---|
| Zn dráty, průměr 2mm [kg/hod] | 6 | 9 | 12 | 14 | 16 | 19 | 22 | 26 |
| ZnAl, průměr 2mm [kg/hod] | 5 | 7 | 10 | 11 | 13 | 16 | 18 | 21 |
 Princip elektrometalizace
Princip elektrometalizace
Dva elektricky vodivé dráty, mezi nimiž hoří elektrický oblouk, jsou taveny a roztavený kov je stlačeným vzduchem v trysce rozprášen směrem ke stříkanému povrchu výrobku (stříkaný povrch musí být předupraven tryskáním).
Aplikace
Zařízení je určeno především pro antikorozní nástřiky Zn, ZnAl a Al, ale může být použito i pro stříkání dekorativních nebo funkčních povlaků (oceli, Cu, bronz, mosaz …). Standardně se používá drát průměru 2 mm, na objednávku je možno dodat zařízení pro použití drátů průměru 1,6 nebo 2,5 mm. Délka propojovacích kabelů je standardně 9 m, na objednávku délky 14 m a 18 m (bez propojovacího členu).
Přednosti elektrometalizace
Proti plynovému procesu (použití acetylénu nebo propanu) jsou provozní náklady až o 90% nižší a výkon stříkání je několikanásobně vyšší. Návratnost investice je při současných cenových relacích při vystříkání 3100 kg Zn (resp. 2300 kg ZnAl, 1200 kg Al) u stříkání acetylénem nebo 5000 kg Zn (resp. 3700 kg ZnAl, 2600 kg Al) u stříkání propanem.
Samozřejmostí je vysoká kvalita nástřiku a provozní spolehlivost zařízení. Podrobnější informace získáte při vyžádání cenové nabídky.
Výrobce zařízení
MARGARIDO, Portugalsko
Naše firma disponuje předváděcím zařízením – rádi ho zdarma předvedeme na vašem pracovišti na vámi připravených (otryskaných) dílcích. Pro domluvu na předvedení zařízení kontaktujte našeho technika.